Gießgeräte Zahntechnik
Gießgeräte sind elektrische Geräte für den Guss geschmolzener zahntechnischer Materialien. Dies sind meist Metalle, aber auch Glas(-Keramik) und Kunststoffe (Spritzguss). Zwei funktionelle Anteile sind zu unterscheiden, Schmelzen und Gießen.
Das vorher feste Material wird durch Zufuhr von Wärme in einem Tiegel (meist aus Keramik oder Kohlenstoff) oft unter Temperaturkontrolle geschmolzen und so zu einer flüssigen Schmelze.
Unterschiedliche Typen von G. nutzen verschiedene Arten der Wärmeerzeugung: Das Lichtbogenschmelzen (stromzuführende Gasentladung an Wolframelektrode) wird vor allem für den Titanguss eingesetzt.
Andere metallische Werkstoffe, etwa Edelmetall- und Nichtedelmetall-Legierungen lassen sich auch mit einer präzise eingestellten offenen Flamme (Propan/Butan-Sauerstoff, "Flammenguss") und Hochfrequenzschmelzen (wassergekühlte Wechselstrom-Induktionsspulen induzieren Wärme im Schmelzgut) verflüssigen. Widerstandsschmelzen erreicht meist nur für das Schmelzen von Edelmetallen ausreichend hohe Temperaturen.
Die Gussform entsteht in der Regel, indem das gewünschte Gussobjekt zunächst in Wachs oder Kunststoff erstellt (z.B. aufgewachst, modelliert) und in einer Gussmuffel in zunächst fließfähige (zum Ausgleich der Erstarrungsschrumpfung gesteuert expandierend) erhärtende Guss-Einbettmasse eingebettet wird. Durch Erhitzen der Muffel in einem sogenannten "Vorwärmofen" werden Wachs oder Kunststoff rückstandslos ausgebrannt ("Auswachsen"). So entsteht eine feuerfeste, später zu zerstörende, deshalb nur einmalig verwendbare "verlorene" Hohlform. Sie wird bis unmittelbar vor dem Gussvorgang allmählich erhitzt und spätestens jetzt in eine Halterung im G. umgesetzt. Nun muss die im G. erzeugte Schmelze in die Form einfließen und eingepresst werden.
Die dazu erforderliche Kraft kann auf unterschiedliche Weise aufgebracht werden. Je nach System wirken einzeln oder kombiniert Schwerkraft (Kippmechanismen), Druckluft ("Druckguss"), Vakuum ("Vakuumguss") oder "Fliehkraft"/"Zentrifugalkraft" ("Schleuderguss"). Da die Abkühlung der Schmelze (möglichst in Form einer "gerichteten Erstarrung", zunächst der randständigen, dünnen und tiegelfernen Bereiche) zu einer Schrumpfung, also einem Volumenverlust führt, muss die Konstruktion des G. außerdem eine "Nachspeisung" der im Überschuss vorhandenen, noch flüssigen Schmelze gewährleisten.
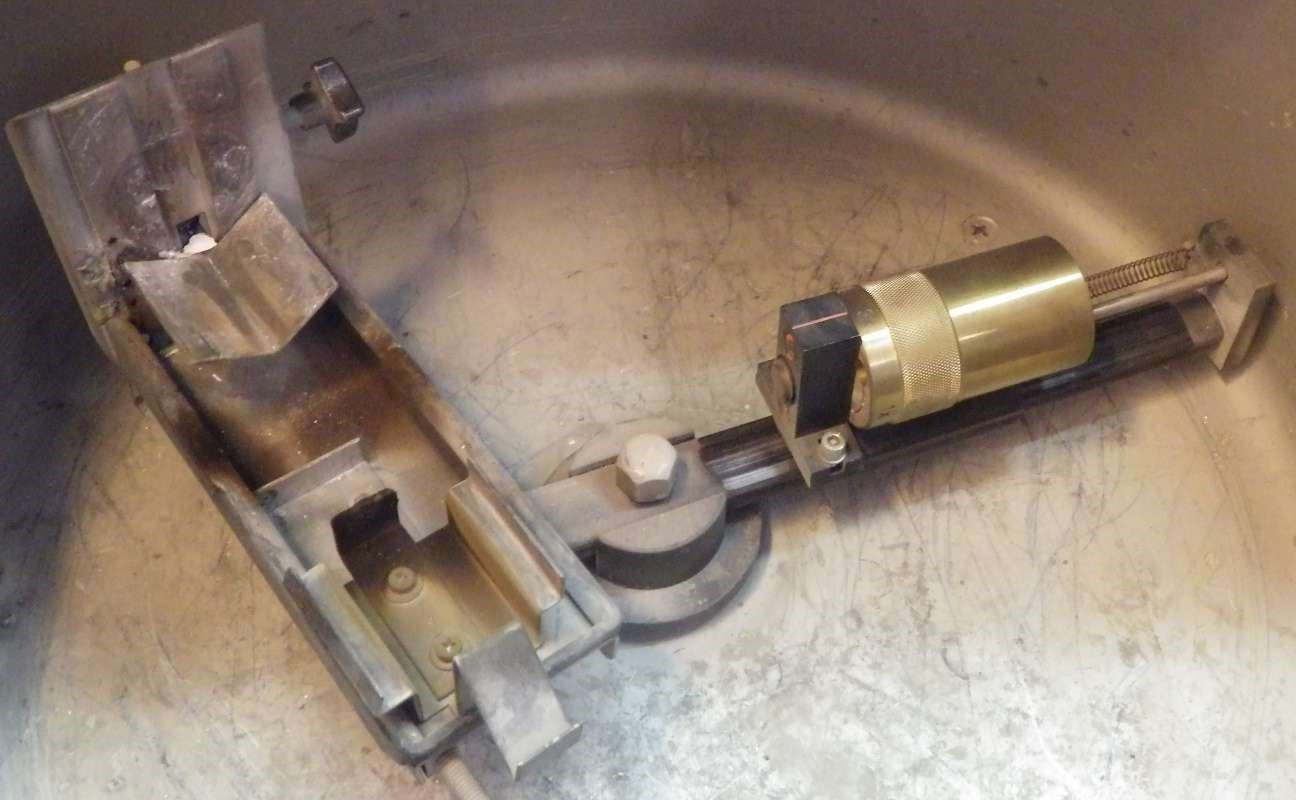
Schleuder für offenen Flammenguss
Zum Schutz der Schmelze vor Oxidation werden in G. diverse Maßnahmen ergriffen, so etwa die Erzeugung von Vakuum zum Absaugen unerwünschter Gase aus der und durch die Einbettmasse, das Gießen unter Schutzgasatmosphäre (etwa Argon) oder die Verwendung spezieller Tiegel aus Graphit, bei dessen oberflächlichem Abbrennen während des Gusses die Gase CO2 (Kohlendioxid) als Schutzgas und CO (Kohlenmonoxid) als Reduktionsmittel freigesetzt werden. Beim Guss mit offener Flamme wird in der "reduzierenden Arbeitszone" ebenso CO frei, auch das Hinzufügen von Schmelzpulver kann hier Oxidation verhindern.
Want to give it a try ...
... or need professional advice?
Get in touch with us or click Contact.
Word of the day
| English | German |
|---|---|
| anamnesis form | Anamnesebogen |
Focus text of the month
Wax build-up technique Wax build-up technique The various anatomical structures (such as cusp tips and slopes as well as marginal ridges) are usually built up one after another by adding small portions of wax (often using differently coloured waxes for didactic purposes). The firm, special waxes first have to be melted at room temperature. This can be carried out by warming small portions on differently shaped working tips of hand instruments in an open flame (such as a gas burner) or using electrically heated instruments which provide for more accurate temperature control and avoid contamination (e.g. electric wax-knife, induction heaters, wax dipping units). The wax is applied drop-by-drop to ensure that the warmer molten wax added last fuses seamlessly with the firm, cooler material. After hardening, the wax pattern can be reduced by sculpting, milling guidance surfaces or drilling to add retainers. Modern procedures include flexible, occlusal preforms for adding contours to soft wax. In addition, wax preforms, such as for occlusal surfaces or bridge pontics, are available in various shapes and sizes. Recently, irreversible, light-curing materials have been introduced for use instead of reversible thermoplastic waxes.
To ensure that the wax pattern can be released without being damaged, model surfaces, opposing dentition and preparations must be hardened/sealed with special lacquer (applied by spraying, brushing or dipping). These waxes are mostly relatively rigid/elastic after cooling.
When employing the lost wax technique, prefabricated wax sprues, bars and reservoirs are attached to the patterns. Once the pattern has been released and its sprues waxed onto the crucible former, it is invested in a casting ring with refractory investment material. The wax can then be burnt out residue-free and casting completed. Unlike standard wax build-up techniques, a diagnostic wax-up is not intended for fabricating an indirect restoration, but rather for simulating the appearance and/or external contouring for producing orientation templates. |
 Wax preforms
Wax preforms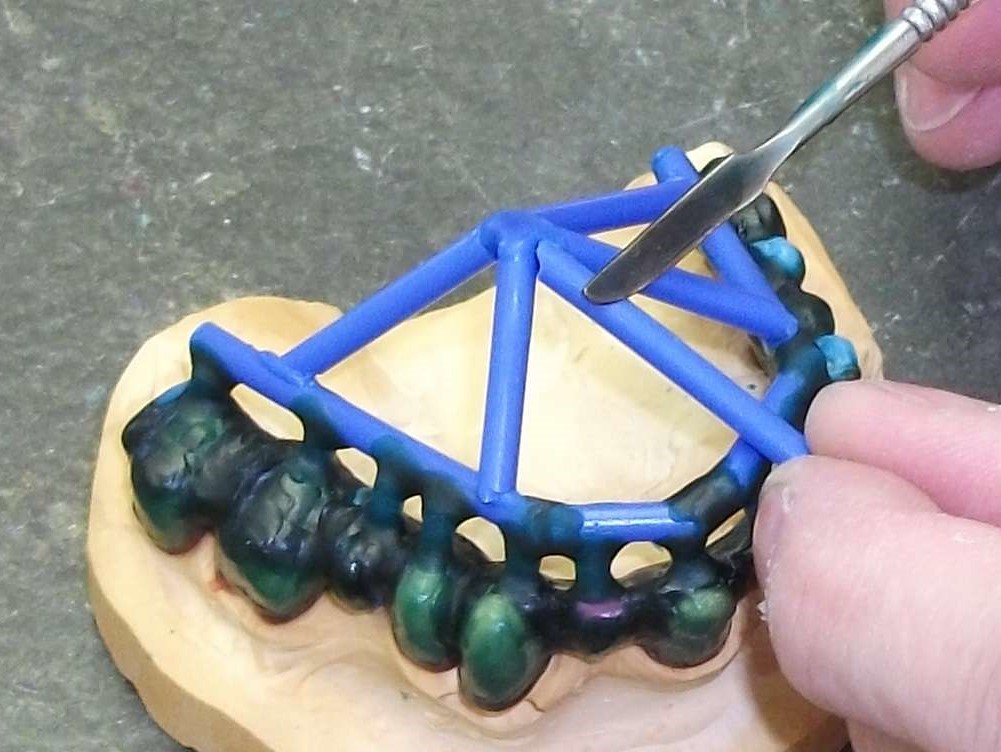 Attaching wax sprues to a removable framework supported on double crowns using a hand instrument
Attaching wax sprues to a removable framework supported on double crowns using a hand instrument